Китай станок Z-Art TGM 0609 муки бытия
-
balomut

- Почётный участник

- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
крепеж посмотрел - стоят все болты .
Каждый сходит с ума так , как ему нравится !
-
Лодочник

- Мастер
- Сообщения: 2178
- Зарегистрирован: 10 авг 2012, 05:24
- Репутация: 1835
- Настоящее имя: Олег
- Откуда: г.Королев
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
Прогиба нет?
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
На видео не видно но фреза подымается и опускается на середине портала мм на 5
https://youtu.be/uiDMsYVhZxw
https://youtu.be/uiDMsYVhZxw
Каждый сходит с ума так , как ему нравится !
-
ridirt

- Мастер
- Сообщения: 721
- Зарегистрирован: 24 июл 2013, 23:52
- Репутация: 277
- Настоящее имя: Живописцев Андрей Викторович
- Откуда: Спб
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
кошмар! я всегда говорил что это самое слабое звено, а мне все тычут что у меня боковины слабые и что на них жесткость падать будет, но по расчетам грубым там ее с головой а вот в балке поперечной портала прогиб вполне может быть, и я уже даже заказал еще профиля, лучше как говорится перебздеть. То что крепеж рельс если б у вас даже через один был это все равно бы никак не отразилось на скручивании балки У. Единственный вариант я ситаю что можно сделать это гибкий кабель канал отодвинуть немного и шлепнуть туда с обратной стороны на всю ширину усиленный алюминиевый конструкционный профиль, причем желательно чтоб не сборный а целиковый, единственное не понятно как с кожухом там будет в этом случае дела.
-
AVK74
- Почётный участник
- Сообщения: 1854
- Зарегистрирован: 02 июл 2013, 09:03
- Репутация: 335
- Откуда: Уфа
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
Такое чувство, что китайцы про сопромат и термех вообще никогда не слышали.
Это же чудовищно просто.
Это же чудовищно просто.
-
frezeryga

- Почётный участник
- Сообщения: 13713
- Зарегистрирован: 18 авг 2013, 16:08
- Репутация: 5069
- Откуда: Жуковский
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
я усиливал подобный станок прикрутив сзади портала кусок швеллера но потом заново фрезеровал площадки под рельсы поскольку родная 15мм плита не только нежесткая но еще и сильно кривая. судя по количеству стружки на каретках защита нефега непомогает.
email frezeryga@yandex.ru
instagram https://www.instagram.com/frezeryga
telegram https://t.me/md_cnc_frezeryga https://t.me/frezeryga
instagram https://www.instagram.com/frezeryga
telegram https://t.me/md_cnc_frezeryga https://t.me/frezeryga
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
Да зашита как раз помогает а стружка снизу залетала - так как там ничем не закрыто вообще было .frezeryga писал(а):судя по количеству стружки на каретках защита нефега непомогает
Каждый сходит с ума так , как ему нравится !
-
frezeryga
- Почётный участник
- Сообщения: 13713
- Зарегистрирован: 18 авг 2013, 16:08
- Репутация: 5069
- Откуда: Жуковский
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
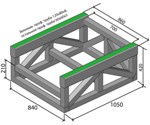
вот нашел фотки доработки портала китайца.
- Вложения
-
-
-
-
email frezeryga@yandex.ru
instagram https://www.instagram.com/frezeryga
telegram https://t.me/md_cnc_frezeryga https://t.me/frezeryga
instagram https://www.instagram.com/frezeryga
telegram https://t.me/md_cnc_frezeryga https://t.me/frezeryga
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
очередная матрица и 400 часов обработки .
- Вложения
-
-
-
-
-
-
-
Каждый сходит с ума так , как ему нравится !
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
Разобрал станок , почистил -помазал и усилил портал.
- Вложения
-
-
-
-
Каждый сходит с ума так , как ему нравится !
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
сбились настройки пульта - сохранил на флешку то что было в пульте - перезалил прошивку а настройки встали по умолчанию и в файле тоже по умолчанию . Если кто знает помогите настроить .
вот сейчас так -
вот сейчас так -
Код: Выделить всё
PULSEEQU_X=200.000000
PULSEEQU_Y=200.000000
PULSEEQU_Z=200.000000
PULSEEQU_A=400.000000
DISPLAY_ABS_COORD=false
CURRENT_WORKPIECE_CRD=1
WORKPIECE_ORG_1_X=137.000000
WORKPIECE_ORG_1_Y=742.500000
WORKPIECE_ORG_1_Z=0.000000
WORKPIECE_ORG_1_A=0.000000
WORKPIECE_ORG_2_X=0.000000
WORKPIECE_ORG_2_Y=0.000000
WORKPIECE_ORG_2_Z=0.000000
WORKPIECE_ORG_2_A=0.000000
WORKPIECE_ORG_3_X=0.000000
WORKPIECE_ORG_3_Y=0.000000
WORKPIECE_ORG_3_Z=0.000000
WORKPIECE_ORG_3_A=0.000000
WORKPIECE_ORG_4_X=0.000000
WORKPIECE_ORG_4_Y=0.000000
WORKPIECE_ORG_4_Z=0.000000
WORKPIECE_ORG_4_A=0.000000
WORKPIECE_ORG_5_X=0.000000
WORKPIECE_ORG_5_Y=0.000000
WORKPIECE_ORG_5_Z=0.000000
WORKPIECE_ORG_5_A=0.000000
WORKPIECE_ORG_6_X=0.000000
WORKPIECE_ORG_6_Y=0.000000
WORKPIECE_ORG_6_Z=0.000000
WORKPIECE_ORG_6_A=0.000000
WORKPIECE_ORG_7_X=0.000000
WORKPIECE_ORG_7_Y=0.000000
WORKPIECE_ORG_7_Z=0.000000
WORKPIECE_ORG_7_A=0.000000
WORKPIECE_ORG_8_X=0.000000
WORKPIECE_ORG_8_Y=0.000000
WORKPIECE_ORG_8_Z=0.000000
WORKPIECE_ORG_8_A=0.000000
WORKPIECE_ORG_9_X=0.000000
WORKPIECE_ORG_9_Y=0.000000
WORKPIECE_ORG_9_Z=0.000000
WORKPIECE_ORG_9_A=0.000000
WORKPIECE_ORG_OFFSET_X=0.000000
WORKPIECE_ORG_OFFSET_Y=0.000000
WORKPIECE_ORG_OFFSET_Z=0.000000
WORKPIECE_ORG_OFFSET_A=0.000000
WORK_ACCEL_TYPE=0
MAX_ACCEL=800.000000
MAX_CURVE_ACCEL=1000.000000
LASER_SCAN_MAX_ACCEL_X=3000.000000
LASER_SCAN_MAX_ACCEL_Y=200.000000
LASER_SCAN_MAX_ACCEL_J=8000.000000
LASER_SCAN_MAX_ACCEL_Z=200.000000
LASER_SCAN_MAX_ACCEL_A=200.000000
SKIP_SPEED=1.666667
CLEARANCE_X=0.000000
CLEARANCE_Y=0.000000
CLEARANCE_Z=0.000000
CLEARANCE_A=0.000000
WORK_SPEED=50.000000
FAST_SPEED=50.000000
ROTATE_SPEED=50.000000
SLOW_SPEED=30.000000
AUTO_SPEED_SCALE=1.000000
AUTO_FALL_DOWN_SCALE=0.200000
AUTO_FALL_DOWN_HEIGHT=5.000000
MIN_LINE_LENGTH=0.010000
ARC_ERROR=0.010000
WORK_MODE=0
MAX_SPEED_XN=1e+10
MAX_SPEED_XP=1e+10
MAX_SPEED_YN=1e+10
MAX_SPEED_YP=1e+10
MAX_SPEED_ZN=50.000000
MAX_SPEED_ZP=30.000000
MAX_SPEED_AN=1e+10
MAX_SPEED_AP=1e+10
MAX_WORK_SPEED_XN=1e+10
MAX_WORK_SPEED_XP=1e+10
MAX_WORK_SPEED_YN=1e+10
MAX_WORK_SPEED_YP=1e+10
MAX_WORK_SPEED_ZN=50.000000
MAX_WORK_SPEED_ZP=30.000000
MAX_WORK_SPEED_AN=1e+10
MAX_WORK_SPEED_AP=1e+10
SPINDLE_ON_DELAY_TIME=4000
SPINDLE_OFF_DELAY_TIME=0
SPINDLE_ON_DURATION=0
CURRENT_SPEED_MODE=1
MANUAL_GRID_SLOW=0.100000
MANUAL_GRID_FAST=0.500000
MANUAL_DISTANCE=10.000000
MANUAL_LOW_SPEED_X=20.000000
MANUAL_LOW_SPEED_Y=20.000000
MANUAL_LOW_SPEED_Z=20.000000
MANUAL_LOW_SPEED_A=20.000000
MANUAL_HIGH_SPEED_X=50.000000
MANUAL_HIGH_SPEED_Y=50.000000
MANUAL_HIGH_SPEED_Z=50.000000
MANUAL_HIGH_SPEED_A=50.000000
CURRENT_FILENAME=""
HOME_SPEED_X=41.666667
HOME_SPEED_Y=41.666667
HOME_SPEED_Z=16.666667
HOME_SPEED_A=30.000000
HOME_RESERVED_SPACE_X=1.000000
HOME_RESERVED_SPACE_Y=1.000000
HOME_RESERVED_SPACE_Z=1.000000
HOME_RESERVED_SPACE_A=1.000000
GCODE_PARSE_ATTR_READSPD=0
GCODE_PARSE_ATTR_IJKABSCODE=false
GCODE_PARSE_ATTR_READTOOLCHANGE=0
GCODE_PARSE_ATTR_SPINDLECONTROL=0
GCODE_PARSE_ATTR_JDPICKUPFILTER=0
GCODE_PARSE_ATTR_READS=0
GCODE_PARSE_ATTR_READ_G54=0
GCODE_PARSE_ATTR_READ_G49=0
GCODE_PARSE_ATTR_READ_G40=0
GCODE_PARSE_ATTR_SKIP_HEAD=1
GCODE_PARSE_ATTR_G83_INTERVAL=0.000000
INPUT_ASYN_TIMEOUT=-1
ARRAY_WORK_COL_COUNT=1
ARRAY_WORK_ROW_COUNT=1
ARRAY_WORK_COL_SPACE=0.000000
ARRAY_WORK_ROW_SPACE=0.000000
ARRAY_WORK_INTERVAL=0
ARRAY_WORK_Z_DELTA=0.000000
INPUT_MASK=0
OUTPUT_MASK=0
INPUT_EX_MASK=0
OUTPUT_EX_MASK=0
SAFETY_HEIGHT=40.000000
MACHINE_SIZE_X=600.000000
MACHINE_SIZE_Y=900.000000
MACHINE_SIZE_Z=120.000000
MACHINE_SIZE_A=1e+30
SPINDLE_SEGMENT_LINE_COUNT=3
SPINDLE_SEGMENT_COUNT=8
SPINDLE_SEGMENT_STATE_0=0
SPINDLE_SEGMENT_STATE_1=1
SPINDLE_SEGMENT_STATE_2=2
SPINDLE_SEGMENT_STATE_3=3
SPINDLE_SEGMENT_STATE_4=4
SPINDLE_SEGMENT_STATE_5=5
SPINDLE_SEGMENT_STATE_6=6
SPINDLE_SEGMENT_STATE_7=7
SPINDLE_SEGMENT_STATE_8=8
SPINDLE_SEGMENT_STATE_9=9
SPINDLE_SEGMENT_STATE_10=10
SPINDLE_SEGMENT_STATE_11=11
SPINDLE_SEGMENT_STATE_12=12
SPINDLE_SEGMENT_STATE_13=13
SPINDLE_SEGMENT_STATE_14=14
SPINDLE_SEGMENT_STATE_15=15
SPINDLE_SEGMENT_SPEED_0=100000
SPINDLE_SEGMENT_SPEED_1=100000
SPINDLE_SEGMENT_SPEED_2=100000
SPINDLE_SEGMENT_SPEED_3=100000
SPINDLE_SEGMENT_SPEED_4=100000
SPINDLE_SEGMENT_SPEED_5=100000
SPINDLE_SEGMENT_SPEED_6=100000
SPINDLE_SEGMENT_SPEED_7=100000
SPINDLE_SEGMENT_SPEED_8=100000
SPINDLE_SEGMENT_SPEED_9=100000
SPINDLE_SEGMENT_SPEED_10=100000
SPINDLE_SEGMENT_SPEED_11=100000
SPINDLE_SEGMENT_SPEED_12=100000
SPINDLE_SEGMENT_SPEED_13=100000
SPINDLE_SEGMENT_SPEED_14=100000
SPINDLE_SEGMENT_SPEED_15=100000
SPINDLE_SEGMENT_INDEX=1
SPINDLE_CUR_SPEED_1=10000
SPINDLE_CUR_SPEED_2=10000
SPINDLE_CUR_SPEED_3=10000
SPINDLE_CUR_SPEED_4=10000
SPINDLE_CUR_SPEED_5=10000
SPINDLE_CUR_SPEED_6=10000
SPINDLE_CUR_SPEED_7=10000
SPINDLE_CUR_SPEED_8=10000
SPINDLE_MAX_SPEED_1=10000
SPINDLE_MAX_SPEED_2=10000
SPINDLE_MAX_SPEED_3=10000
SPINDLE_MAX_SPEED_4=10000
SPINDLE_MAX_SPEED_5=10000
SPINDLE_MAX_SPEED_6=10000
SPINDLE_MAX_SPEED_7=10000
SPINDLE_MAX_SPEED_8=10000
WORK_FINISH_ACTION=0
WORK_FINISH_STOP_POSITION_X=0.000000
WORK_FINISH_STOP_POSITION_Y=0.000000
WORK_FINISH_STOP_POSITION_Z=0.000000
WORK_FINISH_STOP_POSITION_A=0.000000
FEELER_BLOCK_HEIGHT=10.600000
MOTION_STOP_ACTION_TIME=0
LATHE_DIAMETER=50.000000
LATHE_LENGTH=100.000000
ADVANCED_SPINDLE_OFF_TIME=100
SPREADER_OIL_CUP_POSITION_X=0.000000
SPREADER_OIL_CUP_POSITION_Y=0.000000
SPREADER_OIL_CUP_POSITION_Z=0.000000
SPREADER_OIL_CUP_POSITION_A=0.000000
LASER_WORK_POWER_FREQUENCY=10.000000
LASER_MIN_POWER_FREQUENCY=2.000000
LASER_MAX_POWER_FREQUENCY=100.000000
LASER_FLASH_POWER_DUTY_CYCLE=0.500000
LASER_CUT_POWER_DUTY_CYCLE=0.800000
LASER_ENGRAVE_POWER_DUTY_CYCLE=0.800000
LASER_SCAN_POWER_DUTY_CYCLE=0.800000
LASER_MIN_POWER_DUTY_CYCLE=0.100000
LASER_MAX_POWER_DUTY_CYCLE=0.800000
LASER_SPOT_DIAMETER=0.100000
LASER_SCAN_INTERVAL=0.200000
LASER_SCAN_UNIDIR_OR_BIDIR=1
LASER_SCAN_BITMAP_DPI=100.000000
LASER_SCAN_USED_BITMAP_DPI=false
SEAL_LENGTH=0.000000
LASER_POWER_SCALE=1.000000
MANUAL_TOOL_CHANGE_POS_X=0.000000
MANUAL_TOOL_CHANGE_POS_Y=0.000000
MANUAL_TOOL_CHANGE_POS_Z=0.000000
MANUAL_TOOL_CHANGE_POS_A=0.000000
SCREEN_LOCK_PASSWORD=-1
SCREEN_LOCK_TIMEOUT=2147483647
DISTANCE_MODE_TIMEOUT=30
MILL_PLANAR_TOOL_STEP_RATIO=0.800000
PICKUP_AFTER_TOOLSETTING=40.000000
MULTI_SPINDLE_2_OFFSET_X=0.000000
MULTI_SPINDLE_2_OFFSET_Y=0.000000
MULTI_SPINDLE_2_OFFSET_Z=0.000000
MULTI_SPINDLE_2_OFFSET_A=0.000000
MULTI_SPINDLE_3_OFFSET_X=0.000000
MULTI_SPINDLE_3_OFFSET_Y=0.000000
MULTI_SPINDLE_3_OFFSET_Z=0.000000
MULTI_SPINDLE_3_OFFSET_A=0.000000
MULTI_SPINDLE_4_OFFSET_X=0.000000
MULTI_SPINDLE_4_OFFSET_Y=0.000000
MULTI_SPINDLE_4_OFFSET_Z=0.000000
MULTI_SPINDLE_4_OFFSET_A=0.000000
MULTI_SPINDLE_5_OFFSET_X=0.000000
MULTI_SPINDLE_5_OFFSET_Y=0.000000
MULTI_SPINDLE_5_OFFSET_Z=0.000000
MULTI_SPINDLE_5_OFFSET_A=0.000000
MULTI_SPINDLE_6_OFFSET_X=0.000000
MULTI_SPINDLE_6_OFFSET_Y=0.000000
MULTI_SPINDLE_6_OFFSET_Z=0.000000
MULTI_SPINDLE_6_OFFSET_A=0.000000
MULTI_SPINDLE_7_OFFSET_X=0.000000
MULTI_SPINDLE_7_OFFSET_Y=0.000000
MULTI_SPINDLE_7_OFFSET_Z=0.000000
MULTI_SPINDLE_7_OFFSET_A=0.000000
MULTI_SPINDLE_8_OFFSET_X=0.000000
MULTI_SPINDLE_8_OFFSET_Y=0.000000
MULTI_SPINDLE_8_OFFSET_Z=0.000000
MULTI_SPINDLE_8_OFFSET_A=0.000000
CYLINDER_OFF_DELAY_TIME=1000
CYLINDER_ON_DELAY_TIME=1000
PLASMA_WORK_TYPE=0
SPINDLE_ON_AT_WORKPIECE_ORG=false
BREAK_WORK_LIMIT=false
2SPINDLE_LATHE_WORK_TYPE=0
LATHE_ROUGH_SCALE=0.700000
LATHE_SPINDLE_OFFSET=10.000000
2SPINDLE_LATHE_ATTACHMENT_START=0.000000
2SPINDLE_LATHE_ATTACHMENT_LENGTH=0.000000
2SPINDLE_LATHE_ATTACHMENT_COUNT=1
2SPINDLE_LATHE_ATTACHMENT_THICKNESS=0.000000
2SPINDLE_LATHE_OPPOSITE_ERROR=0.700000
2SPINDLE_LATHE_USE_FAST_SPEED_AT_NEG=true
2SPINDLE_LATHE_IS_GRINDING=false
2SPINDLE_LATHE_RETRACT=10.000000
2SPINDLE_LATHE_WORK_SPEED=20.000000
2SPINDLE_LATHE_FAST_SPEED=20.000000
LATHE_FEED_COUNT=1
LATHE_FEED_PERCENT_FIRST=0.100000
LATHE_FEED_PERCENT_LAST=0.100000
LATHE_SCREW_HEAD_COUNT=8
LATHE_SCREW_ROTATE_ANGLE=0.000000
LATHE_SCREW_PULSEEQU=88.880000
LATHE_SCREW_MAX_SPEED=20.000000
LATHE_SCREW_COUNT=1
LATHE_SCREW_DIR=false
LATHE_SPEED_LIMIT_FEED_1=1.000000
LATHE_SPEED_LIMIT_SPEED_1=60.000000
LATHE_SPEED_LIMIT_FEED_2=2.000000
LATHE_SPEED_LIMIT_SPEED_2=50.000000
LATHE_SPEED_LIMIT_FEED_3=3.000000
LATHE_SPEED_LIMIT_SPEED_3=40.000000
LATHE_SPEED_LIMIT_FEED_4=4.000000
LATHE_SPEED_LIMIT_SPEED_4=30.000000
LATHE_SPEED_LIMIT_FEED_5=5.000000
LATHE_SPEED_LIMIT_SPEED_5=20.000000
LATHE_SPEED_LIMIT_FEED_6=6.000000
LATHE_SPEED_LIMIT_SPEED_6=10.000000
ATC_POSITION_1_X=0.000000
ATC_POSITION_1_Y=0.000000
ATC_POSITION_1_Z=0.000000
ATC_POSITION_1_A=0.000000
ATC_POSITION_2_X=0.000000
ATC_POSITION_2_Y=0.000000
ATC_POSITION_2_Z=0.000000
ATC_POSITION_2_A=0.000000
ATC_POSITION_3_X=0.000000
ATC_POSITION_3_Y=0.000000
ATC_POSITION_3_Z=0.000000
ATC_POSITION_3_A=0.000000
ATC_POSITION_4_X=0.000000
ATC_POSITION_4_Y=0.000000
ATC_POSITION_4_Z=0.000000
ATC_POSITION_4_A=0.000000
ATC_POSITION_5_X=0.000000
ATC_POSITION_5_Y=0.000000
ATC_POSITION_5_Z=0.000000
ATC_POSITION_5_A=0.000000
ATC_POSITION_6_X=0.000000
ATC_POSITION_6_Y=0.000000
ATC_POSITION_6_Z=0.000000
ATC_POSITION_6_A=0.000000
ATC_POSITION_7_X=0.000000
ATC_POSITION_7_Y=0.000000
ATC_POSITION_7_Z=0.000000
ATC_POSITION_7_A=0.000000
ATC_POSITION_8_X=0.000000
ATC_POSITION_8_Y=0.000000
ATC_POSITION_8_Z=0.000000
ATC_POSITION_8_A=0.000000
TOOL_LENGTH_COMPENSATION_1=0.000000
TOOL_LENGTH_COMPENSATION_2=0.000000
TOOL_LENGTH_COMPENSATION_3=0.000000
TOOL_LENGTH_COMPENSATION_4=0.000000
TOOL_LENGTH_COMPENSATION_5=0.000000
TOOL_LENGTH_COMPENSATION_6=0.000000
TOOL_LENGTH_COMPENSATION_7=0.000000
TOOL_LENGTH_COMPENSATION_8=0.000000
RADIUS_COMPENSATION_1=0.000000
RADIUS_COMPENSATION_2=0.000000
RADIUS_COMPENSATION_3=0.000000
RADIUS_COMPENSATION_4=0.000000
RADIUS_COMPENSATION_5=0.000000
RADIUS_COMPENSATION_6=0.000000
RADIUS_COMPENSATION_7=0.000000
RADIUS_COMPENSATION_8=0.000000
ROTATE_HEAD_VECTOR_X=0.000000
ROTATE_HEAD_VECTOR_Y=0.000000
ROTATE_HEAD_VECTOR_Z=-1.000000
ROTATE_CENTER_X=0.000000
ROTATE_CENTER_Y=0.000000
ROTATE_CENTER_Z=0.000000
WORK_CYCLE_TYPE=0
WORK_CYCLE_SINGLE_FILENAME=""
WORK_CYCLE_FIRST_FILENAME=""
WORK_CYCLE_FILENAME_1=""
WORK_CYCLE_FILENAME_2=""
WORK_CYCLE_FILENAME_3=""
WORK_CYCLE_FILENAME_4=""
WORK_CYCLE_FILENAME_5=""
WORK_CYCLE_FILENAME_6=""
WORK_CYCLE_FILENAME_7=""
WORK_CYCLE_FILENAME_8=""
WORK_CYCLE_FILENAME_9=""
WORK_CYCLE_FILENAME_10=""
WORK_CYCLE_FILENAME_11=""
WORK_CYCLE_FILENAME_12=""
WORK_CYCLE_FILENAME_13=""
WORK_CYCLE_FILENAME_14=""
WORK_CYCLE_FILENAME_15=""
WORK_CYCLE_FILENAME_16=""
WORK_CYCLE_FILENAME_17=""
WORK_CYCLE_FILENAME_18=""
WORK_CYCLE_FILENAME_19=""
WORK_CYCLE_FILENAME_20=""
WORK_CYCLE_FILENAME_21=""
WORK_CYCLE_FILENAME_22=""
WORK_CYCLE_FILENAME_23=""
WORK_CYCLE_FILENAME_24=""
WORK_CYCLE_FILENAME_25=""
WORK_CYCLE_FILENAME_26=""
WORK_CYCLE_FILENAME_27=""
WORK_CYCLE_FILENAME_28=""
WORK_CYCLE_FILENAME_29=""
WORK_CYCLE_FILENAME_30=""
DXF_WORK_TYPE=0
DXF_EPS=0.001000
DXF_PICKUP_HEIGHT=10.000000
DXF_WORK_HEIGHT_TOTAL=0.000000
DXF_WORK_HEIGHT_ONCE=10.000000
DXF_TOOL_RADIUS=0.000000
MOTION_STOP_ACTION_LENGTH=0.000000
MOTION_STOP_ACTION_AT_END_ONLY=false
TOOLSETTING_IN_POSITION=0
AUTO_TOOLSETTING_POSITION_X=0.000000
AUTO_TOOLSETTING_POSITION_Y=0.000000
AUTO_TOOLSETTING_POSITION_Z=0.000000
AUTO_TOOLSETTING_POSITION_A=0.000000
LAST_AUTO_TOOLSETTING_Z=1.79769e+308
AUTO_TOOLSETTING_SPEED=10.000000
WORK_PARSE_ATTR_AUTOLASERON=0
WORK_PARSE_ATTR_ADJUSTZBYSAFE=1
WORK_PARSE_ATTR_ADJUSTZWORKPIECEORG=0
WORK_PARSE_ATTR_IGNOREZ=0
UNIT_CIRCLE_SPEED_LIMIT=55.555556
WORK_PARSE_ATTR_SINGLESTEP=0
WORK_PARSE_ATTR_AUTOSPINDLEONATC=1
WORK_PARSE_ATTR_READFILEPARAM=0
WORK_PARSE_ATTR_AUTOCUSTOMACTION=1
PLASMA_PRE_ON_DELAY=0
PLASMA_PRE_OFF_DELAY=0
TOOL_SHARPEN_TIME=1500
TOOL_SHARPEN_LIFE=100
TOOL_SHARPEN_IN_WORK=true
TOOL_OFF_CENTER=0.000000
CUSTOM_POSS_1_X=0.000000
CUSTOM_POSS_1_Y=0.000000
CUSTOM_POSS_1_Z=0.000000
CUSTOM_POSS_1_A=0.000000
CUSTOM_1=100.000000
CUSTOM_2=50.000000
CUSTOM_3=50.000000
CUSTOM_4=70.000000
CUSTOM_5=45.000000
CUSTOM_6=50.000000
CUSTOM_7=80.000000
CUSTOM_8=0.000000
CUSTOM_9=0.000000
CUSTOM_10=0.000000
CUSTOM_11=0.000000
CUSTOM_12=0.000000
CUSTOM_13=0.000000
CUSTOM_14=0.000000
CUSTOM_15=0.000000
CUSTOM_16=0.000000
UNIT_CIRCLE_DIAMETER_LIMIT=50.000000
AIR_PRESS_DELAY_TIME=0
WORK_EXTRA_PULSEEQU=0.000001
WORK_QUADRANT=0
Последний раз редактировалось balomut 17 фев 2016, 17:10, всего редактировалось 1 раз.
Каждый сходит с ума так , как ему нравится !
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
и второй вопрос к спецам обработки - Как делать чистовую на поверхностях с углом к горизонту от1 до 10 гр ?
Каждый сходит с ума так , как ему нравится !
-
Predator

- Мастер
- Сообщения: 9583
- Зарегистрирован: 18 июл 2013, 18:26
- Репутация: 2531
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
balomut, Ты бы хоть листинг кода забирал в BBcode
Код: Выделить всё
, а то чуть колёсика на мыши не стёр, пока прокручивал страницу :)[/offtop]-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
Очередная
- Вложения
-
-
-
Каждый сходит с ума так , как ему нравится !
-
i-vengo

- Мастер
- Сообщения: 237
- Зарегистрирован: 21 май 2015, 23:08
- Репутация: 113
- Настоящее имя: Артур Варужанович Атанесян
- Откуда: Ставропольский край, г.Кисловодск
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
Добрый день.
Скажите пожалуйста, при долгой обработке (10-20-30 часов) не накапливаются ли на станке пропуски шагов? Я у себя на станок тоже поставил шаговики, но боюсь, что при долгой обработке будут накапливаться пропуски.
И второй вопрос по шпинделю. Он у вас закреплён не в основании, а на хвосте. Как ведут себя подшипники шпинделя? Просто на многих форумах пишут, что от верхнего крепления они быстрее изнашиваются.
Скажите пожалуйста, при долгой обработке (10-20-30 часов) не накапливаются ли на станке пропуски шагов? Я у себя на станок тоже поставил шаговики, но боюсь, что при долгой обработке будут накапливаться пропуски.
И второй вопрос по шпинделю. Он у вас закреплён не в основании, а на хвосте. Как ведут себя подшипники шпинделя? Просто на многих форумах пишут, что от верхнего крепления они быстрее изнашиваются.
Больной, просыпайтесь! Пора принять снотворное...
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
Станок работает сутками и ни чего не пропускает и шпиндель тоже живой .
Каждый сходит с ума так , как ему нравится !
-
Atom42
- Мастер
- Сообщения: 721
- Зарегистрирован: 07 июл 2014, 11:55
- Репутация: 286
- Настоящее имя: Денис
- Откуда: Кемерово
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
А в чем УП делаете?
Неважно, как быстро Ты идешь, главное- не останавливаться.
-
balomut
- Почётный участник
- Сообщения: 889
- Зарегистрирован: 06 апр 2015, 10:56
- Репутация: 267
- Настоящее имя: Олег
- Откуда: Поланзбург
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
В автодекс инвертор
Каждый сходит с ума так , как ему нравится !
-
RaiKage
- Новичок
- Сообщения: 1
- Зарегистрирован: 25 окт 2016, 19:47
- Репутация: 0
- Настоящее имя: Максим
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
balomut, У меня такой же станок образовался. Подскажите, какими фрезами вы такого качества поверхности добиваетесь? Хотел в личку написать, но мне ещё нельзя.
-
Violent

- Опытный
- Сообщения: 161
- Зарегистрирован: 01 апр 2016, 23:35
- Репутация: 2
- Контактная информация:
Re: Китай станок Z-Art TGM 0609 муки бытия
balomut,
А на Вашем станке боковины портала из какого материала? И какая их толщина?
А на Вашем станке боковины портала из какого материала? И какая их толщина?