Но, если подумать, там и скорость вращения маленькая.




Я не то чтобы ради спора, но у меня на кнопке Reset и датчике ноля длина провода около пяти метров и пяти вольт на "народной" плате опторазвязки вполне хватает. Или я не про то?
Ставил эту плату. По питанию, доп питание необходимо и там в новых платах не 5v а 12/24 можно подключить. ну или нормальные 5v только они хитро подключаются.
RhinoCAM, VisualMill, DeskProto.......serjmd писал(а): ↑28 ноя 2023, 07:20 Добрый день.
У некоторых из нас подъехала поворотная ось. Сначала думал использовать для подготовки УП Vectric Aspire, но посмотрел предварительно пару видео, в которых для расчета скорости оси предлагают диаметр заготовки умножать на Пи и тому подобное. Чисто идейно мне это не нравится - если уже есть количество шагов на оборот, то какого пи еще считать?
Посему начал осваивать Powermill. И все вроде понятно, и изучать все равно буду, поскольку мозги надо бы подрастрясти, но кажется, что он все же для меня немного избыточный - он роботов умеет, а мне ножки для стула. Может есть какая-то альтернатива?
Бери самые простые индуктивные датчики. Это я как человек занимающийся ремонтом чпу станков советую. Во первых они не умеют работать "плохо" или "через раз". Там или работают или сгорели, третьего не дано. Во вторых они пыле/влагозащищены и хоть пусть они в говне будут на работу сильно не повлияет. В третьих точность и отсутствие "дребезга". В четвертых есть визуальная индикация срабатывания. Выбирай любые по вариантам установки(одни как болт в ушко или корпус вкручиваются) другие на плоскость болтами прикручиваются. но для автосмены лучше те что круглые, их потом подстраивать проще. по типу бери NPN, они работают в 90% всех "народных" контроллерах. PNP нужны очень редко и как правило там где нужны, там знают об этом. бывают нормально открытые и нормально закрытые, соответственно решай цепь будешь разрывать или замыкать. на плате автовыравнивания чаще всего нормально открытые(цепь замыкается при срабатывании) исходя их этого подбирай модель
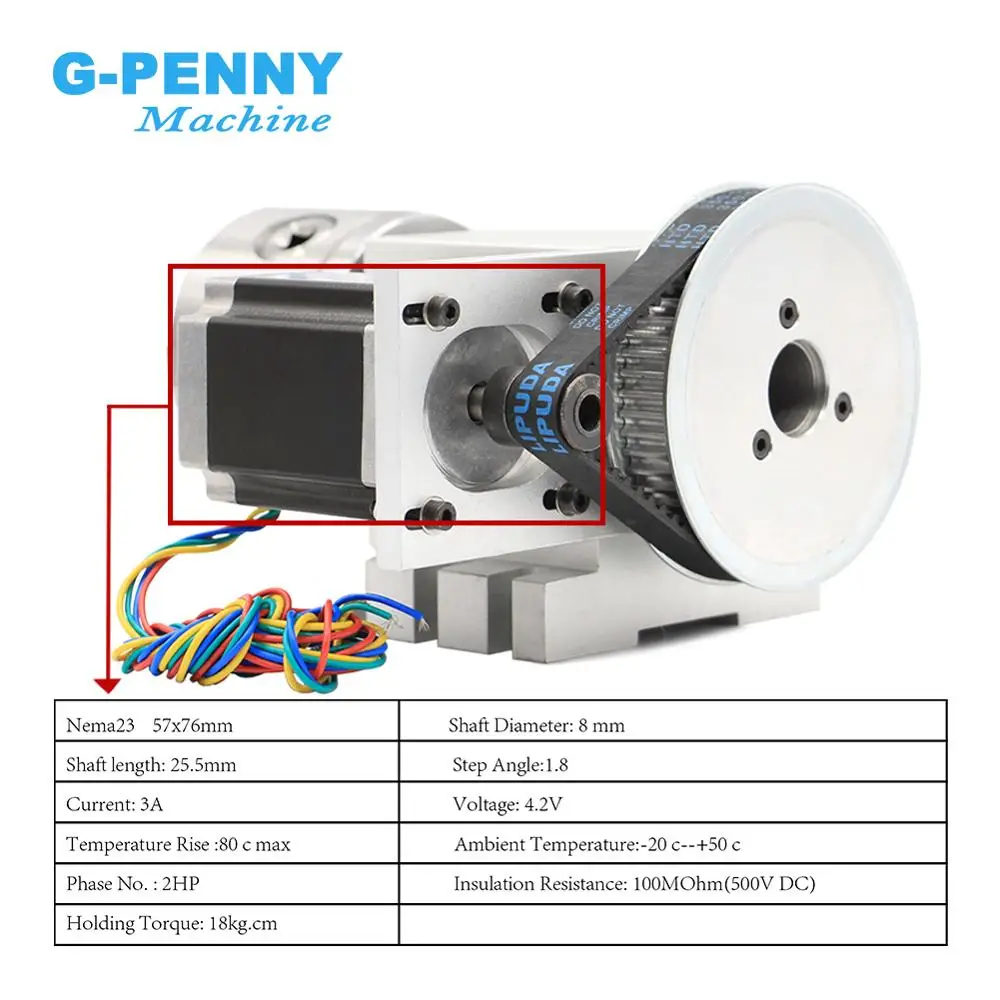
Если есть вариант заморочиться лучше самому собрать подобный редуктор на гибриде. там и точность позиционирования и скорость оборотов побольше. Да и с пропусками шагов проблемы не будет. Если такой уже купили меняйте мотор на гибрид самый большой по Nm и будет вам счастье.
У меня в окрестностях два машинострительных завода и цех метиз. Но, когда строил станок, я плиту из Д16 кроил дома на циркулярке.Igor Burtsev писал(а): ↑06 янв 2024, 01:03 Если есть вариант заморочиться лучше самому собрать подобный редуктор на гибриде
По датчикам этим как показывает практика нет никакого смысла переплачивать. есть откровенный хлам за 100 руб на алишке, есть обычные нормальные цена 250-350 руб в зависимости от вендора и есть вот эти "лучшие" предложения по 500+ руб. Это на поверку те же за 200 только с торговой наценкой 200%.....serjmd писал(а): ↑06 янв 2024, 08:47 А датчики тогда, например, такие возьму
https://www.ozon.ru/product/kontsevoy-i ... 985863186/
И блок питания 12-вольтовый.Там мощность вроде не нужна особо.
Ооо.... как это знакомо. Я занимаюсь ремонтом и наладкой станков и по работе у меня знакомых со своими мебельными цехами как блох у бродячей собаки, а уже как пол года все никак не найду кто мне возьмется мебель в зал сделать